Anwendungsinformationen Verschleißformen beim
![]()
![]()
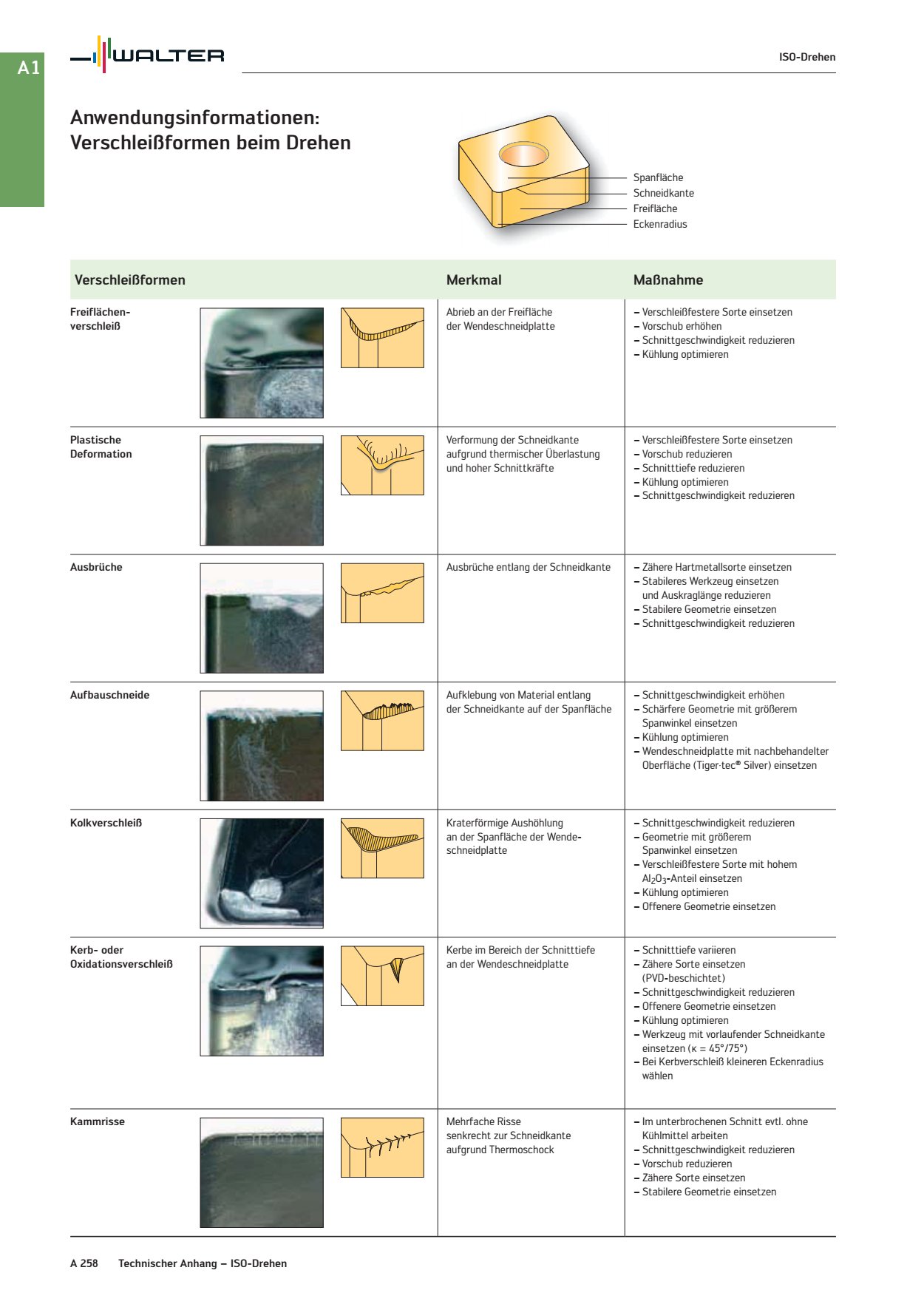
A 258 Technischer Anhang ISO-Drehen ISO-Drehen A 1 Anwendungsinformationen: Verschleißformen beim Drehen Verschleißformen Merkmal Maßnahme Freiflächen- verschleiß Abrieb an der Freifläche der Wendeschneidplatte Verschleißfestere Sorte einsetzen Vorschub erhöhen Schnittgeschwindigkeit reduzieren Kühlung optimieren Plastische Deformation Verformung der Schneidkante aufgrund thermischer Überlastung und hoher Schnittkräfte Verschleißfestere Sorte einsetzen Vorschub reduzieren Schnitttiefe reduzieren Kühlung optimieren Schnittgeschwindigkeit reduzieren Ausbrüche Ausbrüche entlang der Schneidkante Zähere Hartmetallsorte einsetzen Stabileres Werkzeug einsetzen und Auskraglänge reduzieren Stabilere Geometrie einsetzen Schnittgeschwindigkeit reduzieren Aufbauschneide Aufklebung von Material entlang der Schneidkante auf der Spanfläche Schnittgeschwindigkeit erhöhen Schärfere Geometrie mit größerem Spanwinkel einsetzen Kühlung optimieren Wendeschneidplatte mit nachbehandelter Oberfläche (Tigertec Silver) einsetzen Kolkverschleiß Kraterförmige Aushöhlung an der Spanfläche der Wende- schneidplatte Schnittgeschwindigkeit reduzieren Geometrie mit größerem Spanwinkel einsetzen Verschleißfestere Sorte mit hohem Al 2 O 3 -Anteil einsetzen Kühlung optimieren Offenere Geometrie einsetzen Kerb- oder Oxidationsverschleiß Kerbe im Bereich der Schnitttiefe an der Wendeschneidplatte Schnitttiefe variieren Zähere Sorte einsetzen (PVD-beschichtet) Schnittgeschwindigkeit reduzieren Offenere Geometrie einsetzen Kühlung optimieren Werkzeug mit vorlaufender Schneidkante einsetzen (κ = 45/75) Bei Kerbverschleiß kleineren Eckenradius wählen Kammrisse Mehrfache Risse senkrecht zur Schneidkante aufgrund Thermoschock Im unterbrochenen Schnitt evtl. ohne Kühlmittel arbeiten Schnittgeschwindigkeit reduzieren Vorschub reduzieren Zähere Sorte einsetzen Stabilere Geometrie einsetzen Eckenradius Freifläche Spanfläche Schneidkante