Anwendungsinformationen Oberflächengüte Erreichbare
![]()
![]()
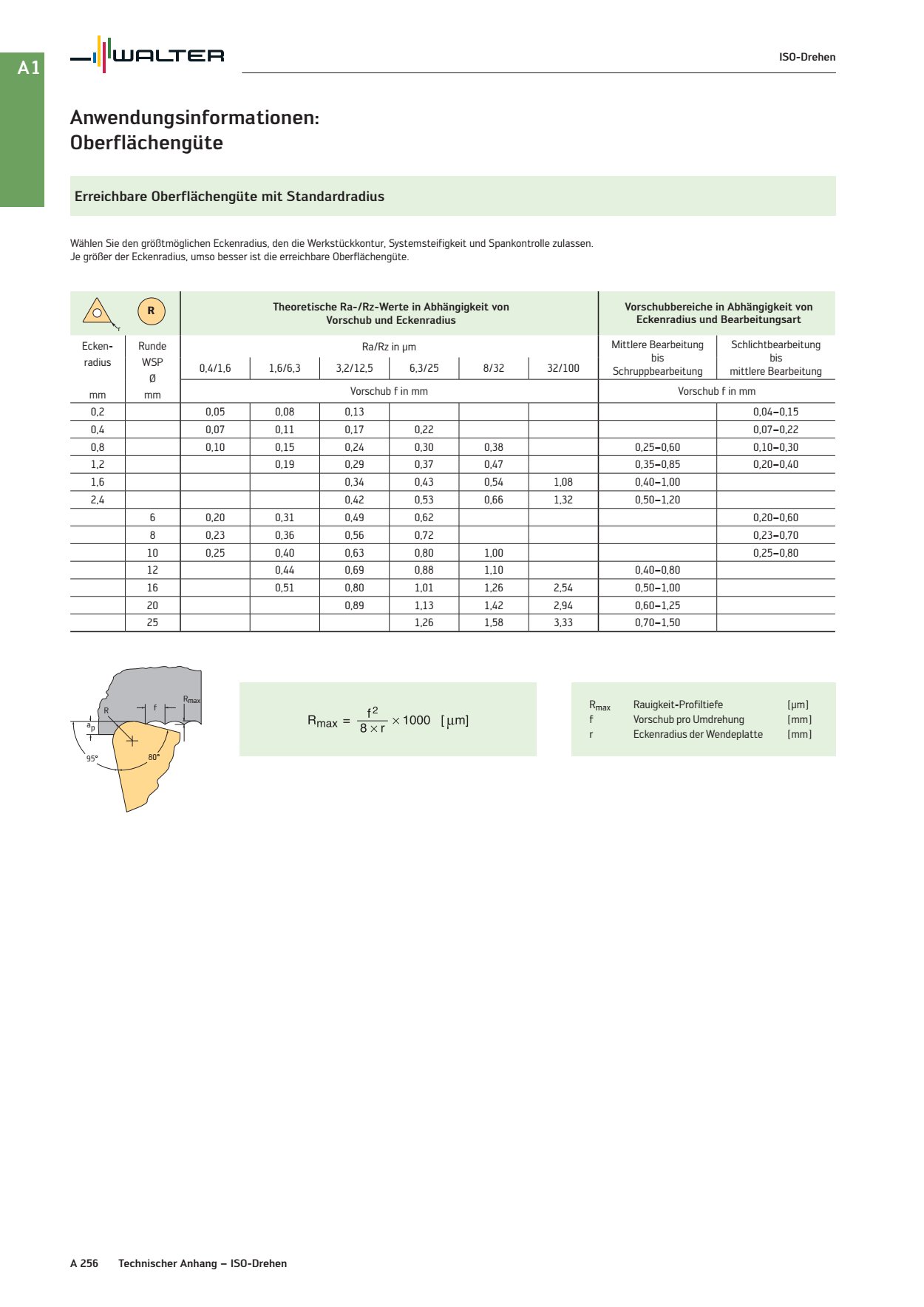
ap R f 95 80 R max A 256 Technischer Anhang ISO-Drehen ISO-Drehen A 1 Theoretische Ra-/Rz-Werte in Abhängigkeit von Vorschub und Eckenradius Vorschubbereiche in Abhängigkeit von Eckenradius und Bearbeitungsart Ecken - radius mm Runde WSP Ø mm Ra/Rz in μm Mittlere Bearbeitung bis Schruppbearbeitung Schlichtbearbeitung bis mittlere Bearbeitung0,4/1,6 1,6/6,3 3,2/12,5 6,3/25 8/32 32/100 Vorschub f in mm Vorschub f in mm 0,2 0,05 0,08 0,13 0,040,15 0,4 0,07 0,11 0,17 0,22 0,070,22 0,8 0,10 0,15 0,24 0,30 0,38 0,250,60 0,100,30 1,2 0,19 0,29 0,37 0,47 0,350,85 0,200,40 1,6 0,34 0,43 0,54 1,08 0,401,00 2,4 0,42 0,53 0,66 1,32 0,501,20 6 0,20 0,31 0,49 0,62 0,200,60 8 0,23 0,36 0,56 0,72 0,230,70 10 0,25 0,40 0,63 0,80 1,00 0,250,80 12 0,44 0,69 0,88 1,10 0,400,80 16 0,51 0,80 1,01 1,26 2,54 0,501,00 20 0,89 1,13 1,42 2,94 0,601,25 25 1,26 1,58 3,33 0,701,50 R Anwendungsinformationen: Oberflächengüte Erreichbare Oberflächengüte mit Standardradius Wählen Sie den größtmöglichen Eckenradius, den die Werkstückkontur, Systemsteifigkeit und Spankontrolle zulassen. Je größer der Eckenradius, umso besser ist die erreichbare Oberflächengüte. r R max Rauigkeit-Profiltiefe [ μ m] f Vorschub pro Umdrehung [mm] r Eckenradius der Wendeplatte [mm]